






Naszym klientom w ramach zakupu maszyn oferujemy szkolenia z programowania i obsługi oferowanych urządzeń, dostarczamy części zamiennych jak również zapewniamy kompleksowy serwis wsystkich oferowanych urządzeń. Mamy duże doświadczenie pracy w przemyśle. Nasi klienci są to głównie producenci z zakładami na terenie Polski, lecz coraz częściej również firmy usługowe, których celem jest zapewnienie lepszej jakości usług i niższych kosztów pracy.

Najczęściej stosowanym kryterium oceny jakości połączeń spawanych jest wytrzymałość spoiny i materiału wokół niej.
Główne czynniki wpływające na jakość połączenia to metoda spawania, ilość i koncentracja dostarczanej energii, łączone materiały, materiał elektrody lub topnika, geometria i projekt połączenia, związki między wyżej wymienionymi czynnikami. Przy sprawdzaniu jakości spoin metodami niszczącymi i nieniszczącymi, brane są pod uwagę również następujące czynniki: widoczne defekty spoiny, akceptowalny poziom naprężeń rezydualnych i zniekształceń, właściwości strefy wpływu ciepła. Przepisy i normy odnośnie do spawalnictwa określają szczegółowe wytyczne dla spawacza i osoby oceniającej jakość połączenia.
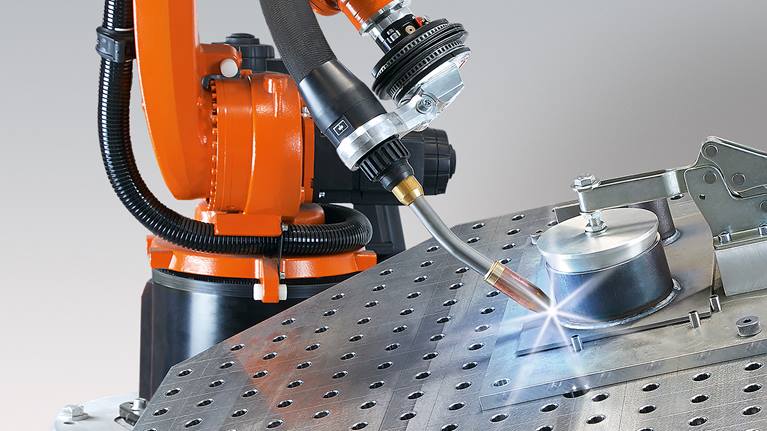
Spawanie MIG/MAG (ang. Metal Inert Gas / Metal Active Gas) – spawanie elektrodą topliwą w osłonie gazów obojętnych (MIG, metoda 131) lub aktywnych (MAG, metoda 135).
Jako gazy osłonowe obojętne najczęściej stosuje się argon lub hel. Natomiast jako gazy osłonowe aktywne – dwutlenek węgla lub jego mieszaninę z argonem.
W metodzie MIG/MAG łuk elektryczny jarzy się między spawanym materiałem, a elektrodą w postaci drutu. Łuk i jeziorko ciekłego metalu są chronione strumieniem gazu obojętnego lub aktywnego. Metoda nadaje się do spawania większości materiałów, dobierając druty elektrodowe i gaz osłonowy, odpowiednie dla różnych metali.